
|
Inconel 600
Inconel® 600 is a member of the Inconel family of superalloys. A standard engineering material, this versatile nickel-chromium alloy provides high resistance to corrosion and heat, good oxidation resistance at higher temperatures, and good resistance in carbonizing and chloride-containing environments. Alloy 600 also provides excellent mechanical properties, with high strength and good workability. Ideal for applications in the food processing, nuclear engineering, aerospace, thermal processing, and chemical industries, this alloy handles temperatures ranging from cryogenic to 2000° F (1095° C.) Inconel 600’s unique composition enables it to resist a broad range of corrosives. It’s superior to commercially pure nickel under oxidizing conditions, thanks mainly to its chromium content. While its high nickel content allows it to retain considerable resistance under reducing conditions as well as excellent resistance to alkaline solutions. Alloy 600 has fair resistance to strongly acidizing solutions, but the oxidizing of dissolved air isn’t enough to generate complete passivity and freedom of attack by mineral acids and organic acids. Existing several forms in commerce, the most used are:
Standard Specification
Chemical Composition, %
Applications of Inconel 600 Alloy 600 can be used in a variety of applications as follows:
Physical Properties The nickel content above includes cobalt. A nickel-chromium alloy with good oxidation resistance at high temperatures and resistance to chloride-ion stress-corrosion cracking, corrosion by high-purity water, and caustic corrosion. Used for furnace components, in chemical and food processing, in nuclear engineering, and for sparking electrodes. Standard product forms are round, hexagon, extruded section, flats, forging stock, pipe, tube, plate, sheet, strip, and wire.
Mechanical Properties
Coefficient of linear thermal expansion 10-6 K-1 between 20°C and
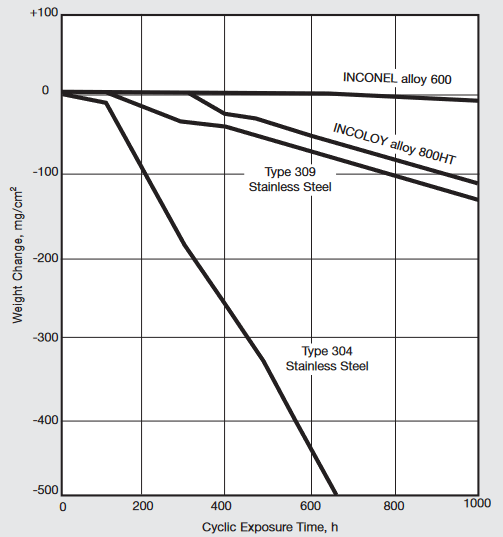
Work condition and Heat Resistance of Inconel 600 INCONEL alloy 600 is widely used in the furnace and heat-treating fields for retorts, boxes, muffles, wire belts, roller hearths, and similar parts which require resistance to oxidation and to furnace atmospheres. The alloy is the standard material for nitriding containers because of its resistance to nitrogen at high temperatures. The alloy’s resistance to oxidation and scaling at 1800°F (980°C) is shown in Figure 1 below.
The weight-loss determinations used to obtain the curves in Figure 1 indicate the ability of a material to retain a protective oxide coating under conditions of cyclic exposure to the temperature. INCONEL alloy 600 has good resistance to carburization. Table 1 below shows the results of tests in high-temperature carburizing atmospheres. INCONEL alloy 600 resists attack by sulfur compounds at moderate temperatures, but it is subject to sulfidation in high-temperature, sulfur-containing environments. Molybdenum disulfide, a lubricant sometimes used to aid parts assembly, should not be used if the material will be subsequently exposed to temperatures above 800°F (427°C).
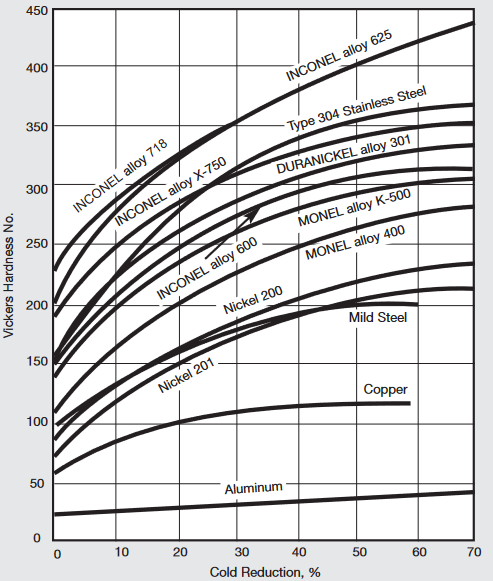
Table 1 - High-temperature test Note: a Atmosphere also contained 5% argon. Heat Treatment of Inconel 600 The behaviour of the alloy during heating is governed by a number of interacting variables: the amount of cold work, grain size, chemical composition, and dimensions of the material. Consequently, times and temperatures for heat treatment are usually experimentally determined. In general, an annealing treatment of about 1850°F/15 min (1010°C/15 min) will produce soft material. Brief exposure to 1900°F (1040°C) will give soft material without producing a coarse grain structure. Grain growth does not occur until the alloy is heated to about 1800°F (980°C). At that temperature, the finely dispersed carbide particles in the alloy’s microstructure, which inhibit grain growth, begin to coalesce. The solution of the carbides begins at about 1900°F (1040°C). Treatment for 1 to 2 hr at 2000° to 2100°F (1090° to 1150°C) dissolves the carbides completely and results in increased grain size. This solution treatment is beneficial in obtaining maximum creep and rupture strength. In general, a material with a fine-grain structure is preferred because it has better corrosion resistance and higher tensile, fatigue and impact strength. Fine-grain material is preferred for all low-temperature applications, most intermediate-temperature applications, and those high-temperature applications that require resistance to shock and corrosion. Grain size is dependent on processing. Hot-rolled products will usually have a small grain size because they are finished at relatively low temperatures. Annealing has little effect on the grain size of hot-rolled material. Cold-drawn or cold-rolled material, in either the cold-worked or annealed condition, will have a small grain size. Solution treatment will produce a coarse grain structure in either hot-worked or cold-worked material. The time and temperatures required for recrystallization of cold-worked material vary widely, depending on the amount of cold work and the specific composition. Table 2 below shows the times and temperatures required for the recrystallization of fine-grain sheet after various amounts of cold reduction. Hot and Cold Forming The normal hot-working temperature range for INCONEL alloy 600 is 1600° to 2250°F (870° to 1230°C). Heavy hot work should be done between 1900° and 2250°F (1040° and 1230°C); light work can be continued down to 1600°F (870°C). The alloy has low ductility at temperatures between 1200° and 1600°F (650° and 870°C) and should not be worked in that range. High tensile properties can be developed in the material by careful working at temperatures below 1200°F (650°C). INCONEL alloy 600 is cold-formed by the standard processes used for steel and stainless steel. The rate of work hardening, as shown in Figure 2 below, is greater than that of mild steel but less than the rate of Type 304 stainless steel.
Table 2 - Effect of Cold Work on Recrystallization Temperature of Cold-Rolled, Fine-Grain Sheet
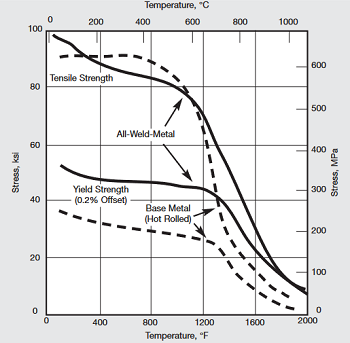
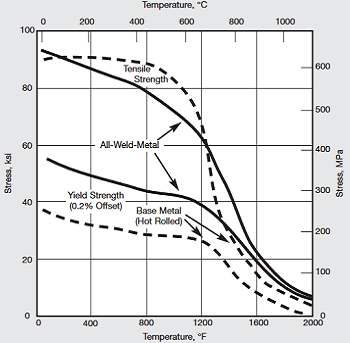
Corrosion Resistance of Inconel 600 The composition of INCONEL alloy 600 enables it to resist a variety of corrosives. The chromium content of the alloy makes it superior to commercially pure nickel under oxidizing conditions and its high nickel content enables it to retain considerable resistance under reducing conditions. The nickel content also provides excellent resistance to alkaline solutions. The alloy has fair resistance to strongly oxidizing acid solutions. However, the oxidizing effect of dissolved air alone is not sufficient to ensure complete passivity and freedom from attack by air-saturated mineral acids and certain concentrated organic acids Stress-Corrosion Cracking Austenitic chromium-nickel stainless steels sometimes fail catastrophically by stress-corrosion cracking. This type of failure is generally associated with an environment containing chlorides as well as with stress, water, dissolved oxygen, and other factors. The tendency of austenitic alloys to crack transgranularly in chloride solutions decreases as the nickel content of the alloy is increased. INCONEL alloy 600, with a minimum nickel content of 72%, is virtually immune to chloride-ion stress-corrosion cracking INCONEL alloy 600 is subject to stress-corrosion cracking in high-temperature, high-strength caustic alkalies. Material for such service should be fully stress-relieved at 1650°F/1 hr or 1450°F/4 hr (900°C/1 hr or 790°C/4 hr) prior to use, and operating stresses should be kept to a minimum. Stress-corrosion cracking may occur also in the presence of mercury at elevated temperatures. The recommendations given for caustic-alkali service should be followed if the alloy is used in an application that involves contact with mercury at high temperatures Machinability INCONEL alloy 600 is slightly more machinable than Type 304 stainless steel and slightly less machinable than Type 303 free-machining stainless steel. The alloy is best handled on heavy-duty equipment using cutting tools large and heavy enough to withstand the loads and quickly dissipate the heat generated. Tools must be sharp and have the proper geometry. More information on machining can be obtained from our specialist ENG. Welding of Inconel 600 INCONEL alloy 600 is readily joined by conventional welding processes. Welding materials for joining alloy 600 are INCONEL Welding Electrode 182 for shielded metal-arc welding*, INCONEL Filler Metal 82 for gas tungsten-arc and gas metal-arc welding, and INCONEL Filler Metal 82 and INCOFLUX 4 Submerged Arc Flux for the submerged-arc process. Table 3 below compares thermal-expansion rates of weld metals with those of wrought alloy 600. Impact-strength values for all-weld-metal deposits of INCONEL Welding Electrode 182 are listed in Table 4. Room-temperature tensile properties of welds made with INCONEL Filler Metal 82 and Welding Electrode 182 are given in Table 5. High-temperature tensile properties of welds made with those materials are shown in Figures 3 and 4. Stress-rupture properties of weld metals are given in Table 6. Welds made with INCONEL Welding Electrode 182 may have decreased ductility after extended exposure to temperatures of 1000° to 1400°F (540° to 760°).
Table 3 - Thermal Expansion of Weld Metals Note: a From 70°F (21°C) to temperature shown.
Table 4 - Impact Strength (Charpy Keyhole) of INCONEL Welding Electrode 182 Deposited Weld Metal Note: a Values at 70°F (21°C) and -110°F (-79°C) are the average of three tests; value at -320°F (-196°C) is the average of two tests.
Table 5 - Room-Temperature Tensile Properties of All-Weld-Metal Deposits Note:
Table 6 - Rupture Strength of All-Weld-Metal Deposits Note: a Values in bold are extrapolated
Specification Chart of Inconel Filler Metal 82
Welding Procedure of ERNiCr-3 Tig Rod
Nickel Alloy ERNiCr-3 Mig Rod Mechanical Properties
Types of Inconel Alloy 600 Filler Wires / Welding Electrode
Price List of UNS N06082 Electrode
Inconel 600 Welding Wire Composition Chart
AWS 5.14 ERNiCr-3 Alloy 82 - Welding wire Mechanical Strength
Inconel 600 electrode suppliers
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||















+(39) 347 051 5328
Italy - Kazakhstan


09.00am to 18.00pm
About
We offer the best and economical solutions, backed by 27+ years of experience and international standards knowledge, echnological changes, and industrial systems.
Our Services
Marketing Materials








Marketing Materials1





