
|
Inconel 601
Inconel 601 is a nickel-chromium alloy equipped to survive in high-temperature environments and has proven effective in combating stress corrosion cracking. It is employed in a variety of industrial processes, including heat treating, gas turbine components, and petrochemical operations. The composition is a face-centered-cubic solid solution with a high degree of metallurgical stability. The alloy’s nickel base, in conjunction with a substantial chromium content, provides resistance to many corrosive media and high-temperature environments. Oxidation resistance is further enhanced by the aluminium content. The most important property of Inconel 601 is resistance to oxidation at very high temperatures up to 1250C. Even under severe conditions such as cyclical heating and cooling. This is possible due to Inconel 601 having a tightly adherent oxide layer that is resistant against spalling. Resistance to carburization is good, and also resistant to carbon nitriding conditions. Due to high chromium and some aluminium content, good resistance in oxidizing sulfur-bearing atmospheres at elevated temperatures is demonstrated. Existing several forms in commerce, the most used are:
Standard Specification
Chemical Composition, %
Applications of Inconel 601 Alloy 601 can be used in a variety of application Physical Properties ASTM B166 is an extremely versatile metal alloy known for its high mechanical strength and corrosion resistance in a wide range of temperatures and environments. This nickel-chromium alloy has excellent thermal properties, too, such as high creep rupture strength and good oxidation resistance even at elevated temperatures up to 2000°F. Inconel 601 is also magnetically semi-sensitive and non-magnetic, meaning it can be used with sensitive electrical monitoring systems. All of these features make Inconel 601 a great choice for use in chemical processing and aerospace applications, as well as other industrial sectors that require reliable performance in extreme conditions. Table 1 below shows all physical characteristics
Table 1 - Physical Characteristics of Inconel 601 Mechanical Properties The mechanical properties of ASTM B166 include good tensile strength of up to 95ksi (655MPa) as well as fatigue strength up to 75ksi (517MPa), both at room temperature. Its yield strength ranges between 35-60 ksi (241-413 MPa). At elevated temperatures under 1000°F (540°C), it maintains high levels of tensile strength with no reduction until reaching 1500°F (815°C). Its creep rupture properties are also impressive, reaching up to 85ksi (586MPa) at 1400°F (760°C). The combination of these mechanical properties makes it an important material for applications where prolonged exposure at elevated temperatures may occur. Tables 2,3,4 and 5 below shows all Mechanical characteristics
Table 2 -Thermal Properties of INCONEL alloy 601 Note:
Table 3 - Modulus of Elasticity Note:
Table 4 - Nominal Room-Temperature Mechanical-Property Ranges a Note:
Table 5 - Typical Room-Temperature Tensile Properties of Annealed Material Note:
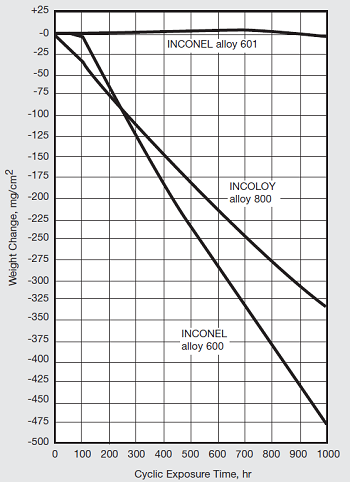
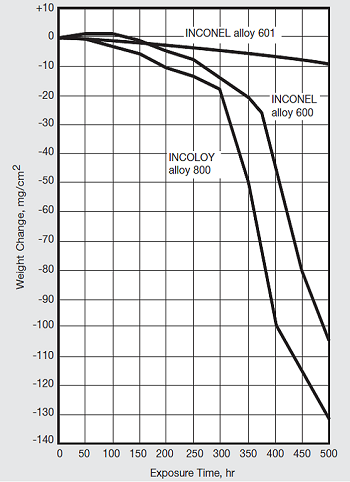
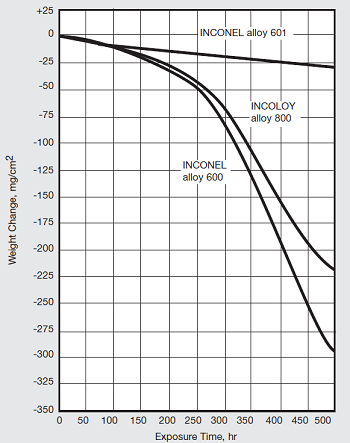
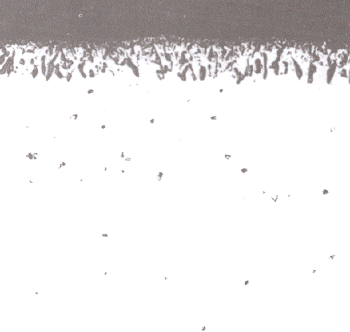
Work condition and Heat Resistance of Inconel 601 INCONEL alloy 601 has exceptional resistance to oxidation at high temperatures. The alloy forms a protective oxide coating that resists scaling even under the severe conditions of cyclic exposure to temperature. Figure 1 (below) compares the performance of INCONEL alloy 601 with the behaviour of other oxidation-resistant materials in a cyclic oxidation test at 2000°F (1095°C). The specimens were subjected to cycles of exposure to 2000°F(1095°C) for 15 min and rapid cooling in air for 5 min. Weight change was determined periodically throughout the test. The resistance of alloy 601 to oxidation at temperatures of 2100°F (1150°C) and 2200°F (1200°C) is illustrated in Figures 2 and 3. The data were derived from tests in which the specimens were exposed to temperature for ten consecutive 50-hour periods. After each exposure period, the specimens were cooled to room temperature, brushed lightly to remove loose oxide, and then weighed to determine weight change (Great test). The superior oxidation resistance of INCONEL alloy 601 is related to the amounts of nickel, chromium, and aluminium in the alloy. During high-temperature exposure, those elements form an extremely protective and adherent oxide film on the surface of the material. In addition, a slight amount of internal oxidation occurs and provides a higher chromium content in the surface oxide. The protective oxide layer is illustrated in Figures 4 and 5, which are unetched photomicrographs of the cross-sections of specimens exposed to high temperatures.
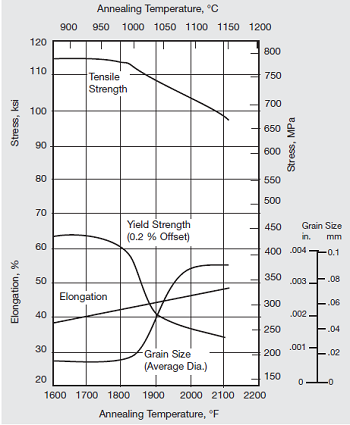
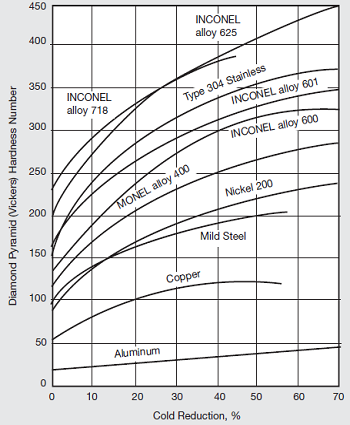
Hot and Cold Forming The temperature range for hot-forming INCONEL alloy 601 is 1600-2250°F (870-1230°C). Hot-working operations involving large deformations should be performed at 1900-2250°F (1040-1230°C). The alloy has low ductility at temperatures from 1200 to 1600°F (650-870°C) and should not be worked in that range. Light working at temperatures below 1200°F (650°C) can be done to develop high tensile properties. Table 6 shows the effect of hot-working temperature on the mechanical properties of alloy 601. The material was hot-worked from 6-in. (152 mm) diameter rounds to 4-in. (102 mm) squares and air-cooled. Transverse specimens from the centers of the bars were used for the tests. The rate of cooling following hot-working is not critical with respect to thermal cracking. To avoid sensitization, however, the alloy should be cooled rapidly through the 1000-1400°F (540-760°C) temperature range. INCONEL alloy 601 is cold-formed by conventional procedures. The alloy's work-hardening rate, shown in Figure 16, is somewhat higher than the rate for INCONEL alloy 600 and INCOLOY alloy 800. Table 7 gives the tensile properties of cold-drawn wire after various amounts of cold reduction. Additional information Please contact our technical ENG
Table 6 - Effect of Hot-Working Temperature on Room Temperature Mechanical Properties
Table 7 - Effect of Cold Work on Tensile Properties of Wire
Corrosion Resistance of Inconel 601 UNS N06601 is an alloy comprised of nickel, chromium, and iron that provides unparalleled corrosion resistance. Protected by a high-density oxide layer formed when exposed to heated oxidizing environments, this alloy can be easily differentiated from most other alloys due to its superior ability to withstand chlorides, sulfuric acid, sodium hydroxide, and other corrosive agents. This makes Inconel 601 a popular solution for use in piping systems carrying aggressive fluids as well as exposure to steam, acids, and saltwater mists. Its durability and resistance allows it to continue providing service over extremely even long periods of time. Stress-Corrosion Cracking The stress corrosion cracking or SSC of unsensitized and sensitized Inconel bar alloy 601 has been studied in sodium chloride and sodium thiosulfate with the help of slow strain rate testing or SSRT. When the specimens were tested, they were in their original state after solution annealing at a temperature of 1050 degrees Celsius for a period of thirty minutes and also after solution annealing and sensitizing at a temperature of 700 degrees Celsius for another thirty minutes. The concentrations of sodium chloride and thiosulfate differed, ranging at 0.01 M to 1.0 M at 25 degrees Celsius. The double loop electrochemical potent kinetic reactivation and immersion tests in a boiling solution of nitric acid were also used to evaluate the effect of heat treatment on the intergranular corrosion and the intensity of sensitization of Inconel 601. When tested in varied environments, the use of Inconel 601 for stress corrosion cracking could be easily determined. Excellent resistance to SSC Inconel 601 has good resistance to stress corrosion cracking and is especially recommended for various services for temperatures above 550 degrees Celsius due to its higher creep rupture characteristics that result from the high carbon content and the rough grain size. Machinability Inconel 601 is one of the most widely used exotic alloys for machining, known for its superior corrosion and heat resistance, making it a popular choice for many industrial applications. Despite being strong and durable under extreme temperatures, Inconel 601 can still be machined to achieve precise components. Having excellent workability characteristics, it can produce complex parts with superior surface smoothness and excellent finishing results. Furthermore, tool life when machining Inconel 601 greatly varies depending on other factors such as machining speed and coolant used. All in all, Inconel 601 is an ideal material for machining in various industries due to its exceptional resilience while allowing intricate and accurate shaping. Welding of Inconel 601 Inconel 601 welding requires specialized skills and knowledge, as this alloy is among the most difficult to weld. It is an age-hardenable nickel-chromium alloy that combines high strength, good corrosion resistance, and excellent oxidation resistance up to 2100°F (1150°C). For these reasons and its relative affordability, Inconel 601 is often used for applications in a wide range of industries like aerospace components, marine boilers, nuclear reactors, or any project where seawater contains chlorides in a recurring basis, turbine blades, and more. To achieve optimal results when welding Inconel 601, it is important to maintain a higher heat input while using specialized filler metals to prevent cracking or embrittlement upon cooling. With the proper precautions taken into consideration and being mindful of the materials used and their application process parameters, welding Inconel 601 can be successful! The choice of welding product is dependent upon the service conditions to which the fabricated alloy 601 component will be exposed. From Table 8 to table 14 provides general guidelines for welding product selection.
Table 8 - Welding Products for Joining INCONEL Alloy 601
Table 9 - Transverse Tensile Properties of Shielded-Metal-Arc Welds Deposited with INCO-WELD A Electrode
Table 14 - Rupture Strengths of Weld Metals (All-Weld-Metal Specimens)
Standard Specification Of Inconel 601 Welding Electrode
Alloy 601 Welding Wire Supplier, Buy ENICRFE-11 Filler Metal at Factory Price
Alloy 601 Welding Wire Price List Stockist of SFA-5.14 UNS N06601 Welding Rod, View price of ENICRFE-11 Tig Welding Electrode
Diameter of ASTM B166 Inconel 601 Filler Metal in MM
Weight of AWS A5.14 Inconel 601 Filler Wire
Inconel 601 Welding Wire Composition Chart
SFA-5.14 ENICRFE-11 Welding Rod Mechanical Strength
Inconel 601 electrode suppliers
Conclusion As you can see from this overview of Inconel 601’s composition, chemical properties, mechanical properties, and physical properties – this nickel-chromium-based alloy is suitable for a variety of applications where exposure at elevated temperatures may occur. Its weldability helps provide additional protection from corrosive environments while still allowing for fabrication flexibility, making it an ideal choice for industries like aerospace or oil & gas extraction, where reliable performance is essential even under extreme conditions. If you have any questions about whether or not Inconel 601 is right for your project needs – contact us today! We will be more than happy to help answer any questions you might have! |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 Inconel 601 Welding Electrode
Inconel 601 Welding Electrode ENICRFE-11 Filler Metal
ENICRFE-11 Filler Metal  Alloy 601 Welding Wire
Alloy 601 Welding Wire 








+(39) 347 051 5328
Italy - Kazakhstan


09.00am to 18.00pm
About
We offer the best and economical solutions, backed by 27+ years of experience and international standards knowledge, echnological changes, and industrial systems.
Our Services
Marketing Materials








Marketing Materials1





