
|
Hand Tube Bender Introduction To bend tubes, it’s essential to understand the different processes to bend tubes. Draw, press, ram, and roll bending are the methods that can be considered. Moreover, bending principles such as elongation and bend radius will intersect in several ways that influence the effectiveness of tube bending. Controlling physical deformation is essential for creating a smoothly rounded bend which not affect flow in the tube. Many companies provide this tool, but two companies are more comfortable, even the others are ok, but in terms of comfort, the "Swagelok" and "Ridgid" are the best.
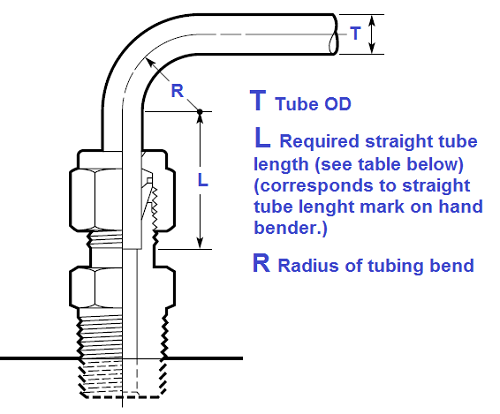
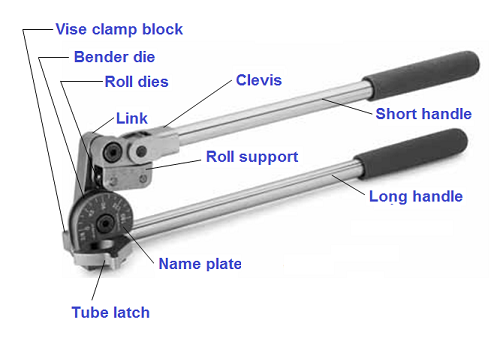
Working Principle The hand tube benders are available 1/8, 1/4, 5/16, 3/8, and 1/2 in., as well as 3, 6, 8, 10, and 12 mm tubing sizes. Clevis handle design provides enhanced leverage for bends greater than 90°. Also, the Roll dies to reduce bending force and tube ovality compared to the conventional slide block design. This tool can perform a bend up to 180° without additional tools. Tubing Installation When installing fittings near tube bends, there must be a sufficient length of straight tubing to allow the tube to reach the bottom of the fitting. For more details, see Figure 2 below.
This is a common and serious mistake during a tubing installation. The personnel does not consider the minimum length required between bend and fitting. This kind of error could be fatal if the line is under high pressure. If will not consider the minimum length required between bend and fitting, the tubing will get stuck in the fitting (deforming), and the ferrule of the fitting cannot be pressed by the nut properly with a risk that under pressure, the tube could come from fitting. Figure 3 below shows the radius details of the Fractional (Inch) and Metric (mm) tubing.
Figure 3 - Tubing Radius reference Product Information
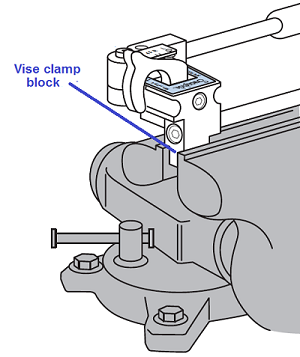
The Swagelok hand tube bender features a vise clamp block which allows the bender to be clamped in a vise. This feature is helpful when the bending tube of a rigid material or heavy wall thickness or long pieces of tubing that need to be supported ( see Figure 5 below).
This is a good idea especially when the line is long, and the tube thickness is big, including also strong material like Inconel etc.
The Measure-Bend MethodSingle bend
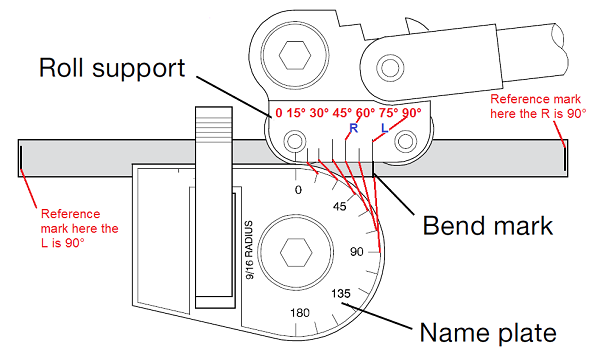
Figure 6 above shows a straightforward 90° bend. Now, let's understand all symbols marked on the bender.
Figure 7 - Symbols on the tube bender As you can see, there are two letters, L and R (right and left), so if your reference mark it's located to the left, the bend mark 90° should be L if the reference mark it's located to the right the bend mark 90° should be R. This is the reason why there are R and L.
Double bend
Figure 8 above shows a simple double bent of 90°. Procedure step by step
Bend tube at 180°
Procedure step by step
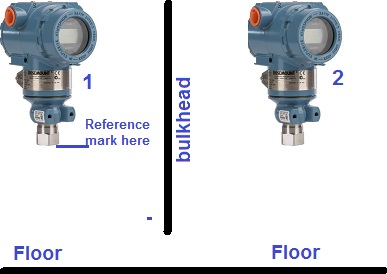
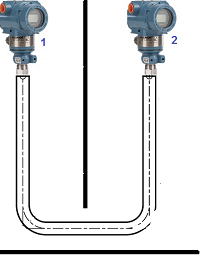
Example Suppose we need to connect two instruments with a 12m tube (OD) with a 38mm bend radius, but between them, there is a bulkhead that is open only near the floor (see Figure 10 below)
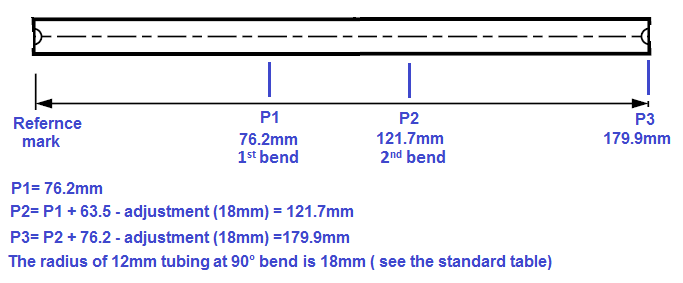
Measure the distances between transmitters and the floor, and also the distance between transmitters 1 and 2. Add all the distances (P1, P2, P3), then prepare a straight tubing with a length approximately to the total of sum P1, P2, P3 plus 5cm more (consider the adjustment radius as per the table below 12mm tubing = 18mm radius). Mark the tubing as per Figure 11 below
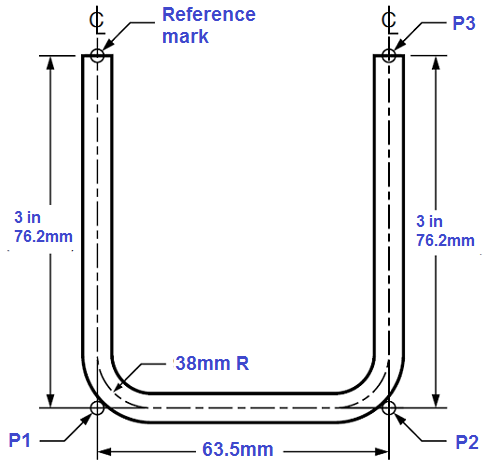
Bend the tube, and the result will be like Figures 12 and 12A below. or this
Figure 12A - Bend result The table below shows all bend angle and bend radius details Fractional Adjustment Calculations
Metric Adjustment Calculations
Troubleshooting
Recommendations
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



+(39) 347 051 5328
Italy - Kazakhstan


09.00am to 18.00pm
About
We offer the best and economical solutions, backed by 27+ years of experience and international standards knowledge, echnological changes, and industrial systems.
Our Services
Marketing Materials








Marketing Materials1





