
|
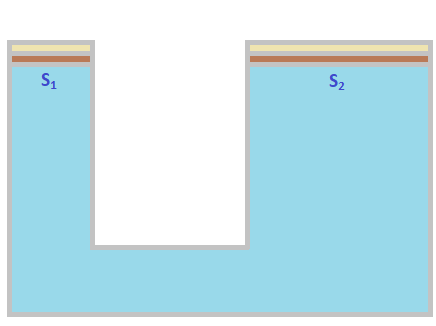
DeadWeight Tester Introduction The DeadWeight Tester is a device based on the Pascal principle which acts as a force amplifier. It consists of two plates or surfaces placed as a plunger over a cylinder. Therefore each cylinder has a different support surface. Thanks to the hydraulic press, applying a modest force to the smaller surface, an amplified force is obtained relative to the larger surface. Working principle According to Pascal's law, the pressure exerted on one point of a liquid is transmitted equally to every other point. Let's consider a closed hydraulic circuit which is with two cylinders fitted with a piston and with different surfaces (see photo below):
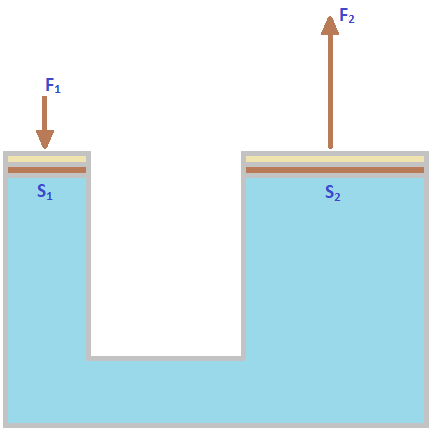
We call S1 and S2 the two surfaces. If we apply a force to the surface S1, the pressure will be also transmitted to the surface S2 which will therefore undergo a force F2. In particular, by equal the two pressures: P1 = F1 / S1 and P2 = F2 / S2 we obtain: F1 / S1 = F2 / S2 that is: F2 = (S2 / S1) · F1 The force transmitted to the second cylinder is equal to the force imparted to the first by the ratio of the sections. Therefore, the greater ratio between sections, the greater force will be transmitted. For example, if the second section is 100 times the first will be: S2 = 100 ∙ S1 The force transmitted will be 100 times higher than the first.
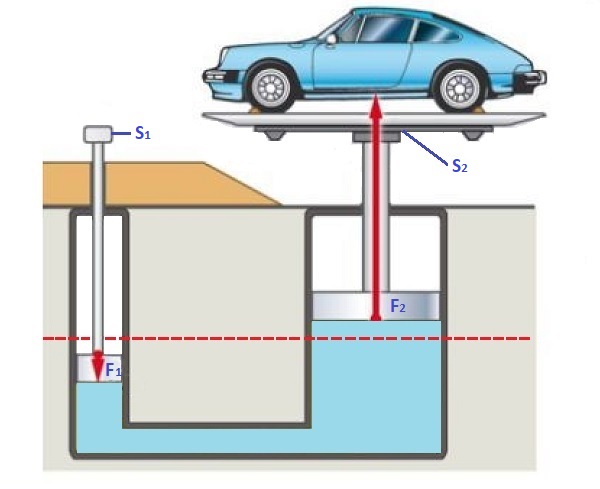
The hydraulic lift is based on the operating principle of the hydraulic press and is used for example in car workshops to lift cars:
Below two Exercises Exercise 1 A hydraulic lift consists of two pistons, one with a support area equal to 10 cm2 and the other with a larger surface. If the force applied to the first piston has a module of 223 Newton and is such as to produce a force of 175144 Newton on the second module, determine the radius of the supporting surface of the second piston (2nd module).
Note: The operation of the DeadWeight Tester is based on Pascal law. If we apply a force to the surface S1, the pressure will be also transmitted to the surface S2 which will undergo a force F2. In particular, by equating the two pressures: P1 = F1 / S1 and P2 = F2 / S2 we have this: F1 / S1 = F2 / S2 will be: S2 = (F2 / F1) · S1 By appropriately replacing the data in our hands, we have that: S2 = (175144 / 223) · 10 = 7854 cm2 The radius of this section will be equal to:
The radius of supporting surface of the second piston in hydraulic jack is equal to 50 cm.
Exercise 1 In a hydraulic lift the surface of smaller piston is 1/10 of the larger piston. which force will be applied to lift a car with a mass of 1000 kg? Note: The operation of the DeadWeight Tester is based on Pascal law. We call S1 and S2 the two surfaces. If we apply a force to the surface S1, the pressure will be also transmitted to the surface S2 which will undergo a force F2 In particular, by equating the two pressures: P1 = F1 / S1 and P2 = F2 / S2 we have that: F1 / S1 = F2 / S2
F1 = (S1 / S2) · F2 = (m · g) / 10 = (1000 · 9,8) / 10 = 980 N Therefore, a force of 980 N must be applied to the first piston for able to lift the car placed on the second.
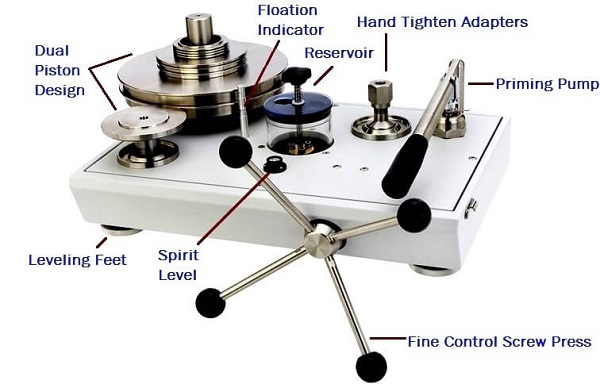
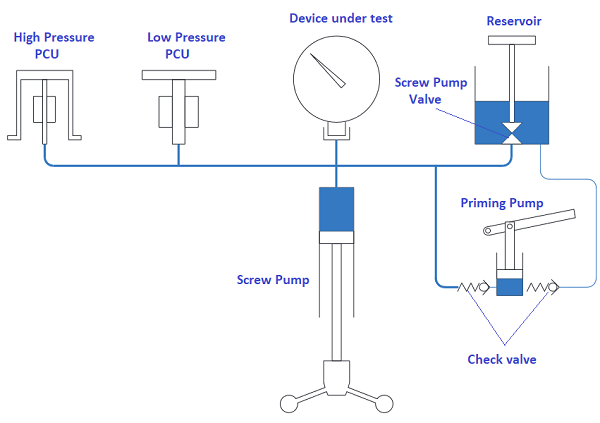
DeadWeight Tester The basis of hydraulic lifting it is the principle of DeadWeight Tester functionality The Deadweight Gauge is the most accurate instrument available for the pressure measurement. Repeatable readings with accuracies of 0.1% and 0.05% of measured pressure are obtainable. The device does not require recalibration unless the components have excessive wear of weights.It can be easily transported and set up in the field, requires minimum maintenance and is simple to operate. Deadweight Testers and Gauges also have excellent sensitivity. Low pressure models with large diameter pistons have higher sensitivity at the lower end of their range and are recommended for checking orifice meter static pressure in gas distribution systems. Sensitivity of 1.0 psig is typical. Dead weight testers can measure pressures of up to 10,000 bar, attaining accuracies of between 0.005% and 0.1% although most applications lie within 1 – 2500 bar. The pistons are partly made of tungsten carbide (used for its small temperature coefficient), and the cylinders must fit together with a clearance of no more than a couple of micrometers in order to create a minimum friction thus limiting the measuring error. The piston is then rotated during measurements to further minimize friction. Today’s dead weight testers are highly accurate and complex and can make sophisticated physical compensations. They can also come accompanied by an intelligent calibrator unit which can register all critical ambient parameters and automatically correct them in real time making readings even more accurate. even if the new technology helped a lot, the Pascal principle is the basic reference point. Let's take Fluke DeadWeight Tester as reference, see photo below
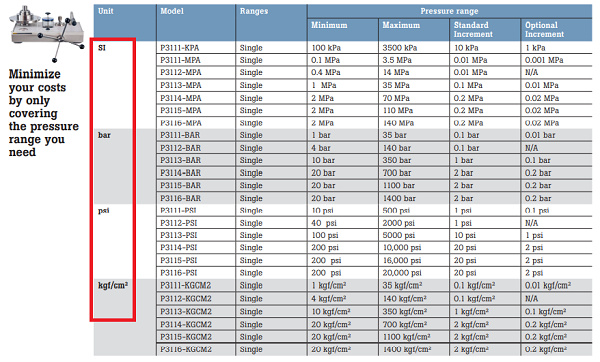
The working principle is always based on the pascal principle, the only difference is that: When you buy this type of tool you can also choose if weight scale should be in Pascal, or in Psi, or in Kg cm2, etc., also it's possible choose if you need oil hydraulic operated, or gas operated (pneumatic) The photo below show how many model are available
This type of tool is really very useful. Using this tool, it is possible to check for example static pressure of wellheads (in this case gas operated required) or to calibrate pressure gauges with Bourdon tube, or pressure transmitters, etc. (in this is case oil hydraulic operated is required). All major calibrations are done by DeadWeight Tester. In many cases it is possible to found pressure transmitters with electronic parts partially damaged and with difficulty identification of fault, or damaged the internal sensor itself, or a pressure gauge with Bourdon tube that read incorrectly. With the DeadWeight tester its only the way to check exactly if the instruments working properly. The DeadWeight tester working with weights/surface and it is impossible to falsify any measurement (The law physical) There are many types of DeadWeight Tester, to finding the right one depends on the pressures that you need to test, in base of pressure which you should check there are the correct Weights or correct range like in the photo (table) above. According to the range there are its weights
Working Principle Dead weight testers are a piston-cylinder type measuring device. They work in accordance with the basic principle that P= F/A, where the pressure (P) acts on a known area of a sealed piston (A), generating a force (F). The force of this piston is then compared with the force applied by calibrated weights. Let's make an example: how to calibrate a Bourdon tube pressure gauge see photo below
Note: The pressure is measured when placed on a correctly spinning and floating piston. The total pressure measured is the summation of the weights plus the piston weight carrier assembly.
Procedure for test
After that we are ready to test the pressure Gauge Normally a pressure gauge should be tested in three basic steps, Zero, middle scale, and full scale. Let's to complete these three steps with a pressure gauge which the range is 0 - 100 Bar
Note: you could damage the internal o'ring or even the whole piston Full scale: Apply the weights for 100bar e follow procedure like Middle scale
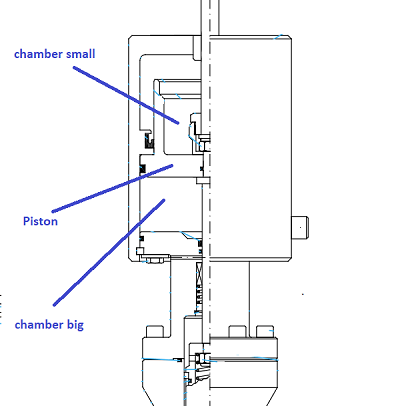
Conclusion The same principle of operation also for the readings a wellhead pressure, of course there are other factors to consider such as temperature, correction factor, density etc. But the principle of funtionality remain same. The dirt and ruin of this splendid tool, so using cleaning oil. If using an external pressure reading, for depressurize use an additional vent valve and never use the communication valve on board DeadWeight Tester. Dirt could enter in the DeadWeight Tester from line just tested Highly trained personnel should use this tool especially when the pressure are very high. Gravity varies significantly with geographical location and this variation has a direct effect on the force of the weights and the accuracy of the deadweight tester. Each instrument can be calibrated to local gravity at no extra cost. If unspecified, instruments will be calibrated to Standard Gravity at 980.665 cm/s2. As can be seen from both examples, the car lift, and the DeadWeight Tester, the operating principle remains exactly the same. With the same pressure, the larger surface winer over the smaller surface This principle of operation is also used on actuators without spring, but with two chamber inside. One smaller and one larger chambers. The small chamber remain always under pressure (air supply) for close the valve (instrumental fail close). To open the valve is enough to pressurize the large chamber without depressurizing the small chamber. (the larger surface wins over the smaller one). For close the valve it is enough to remove the pressure from large chamber, with the pressure which always remains in the small chamber the valve will closed. This type of actuator works without an extra spring with a single command it can open or close a valve or pilot a actuator (see the photo below)
Each DeadWeight Tester to its own procedures which should be strictly followed. No need any additional calculation all Weights including the surface are already calculate from manufacture except the working temperature and Gravity of geographical location. The base of calculations remain always the car lift described above For more information you can download here the direct manual from fluke
www.bennypass.it
|



+(39) 347 051 5328
Italy - Kazakhstan


09.00am to 18.00pm
About
We offer the best and economical solutions, backed by 27+ years of experience and international standards knowledge, echnological changes, and industrial systems.
Our Services
Marketing Materials








Marketing Materials1





