
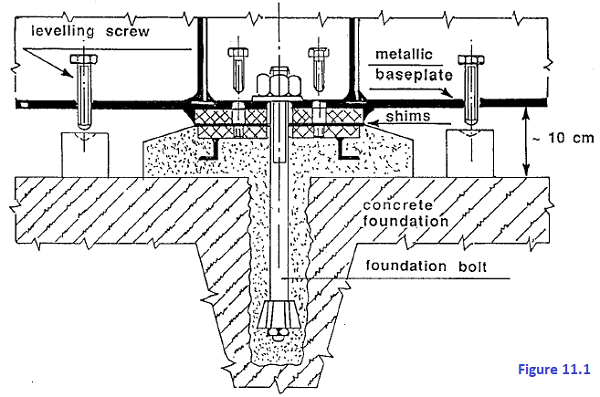
11. INSTALLATION 11.1 LEVELLING AND GROUTING The correct installation of centrifugal compressors requires a solid anchor base which can be obtained by means of reinforced concrete foundations or metallic structures sufficiently rigid to assure stable alignment with the drive motor. In some cases the motor/compressor group, secured to a support-type baseplate, is anchored to the structure with jointed supports to make it independent from the principal structure; this method is used for installations on offshore platforms. In the case of reinforced concrete foundations, a space of about 10 cms must be left between the metallic baseplate and concrete surface to permit grouting of the anchor bolts and the bearing plate (see figure. 11.1)
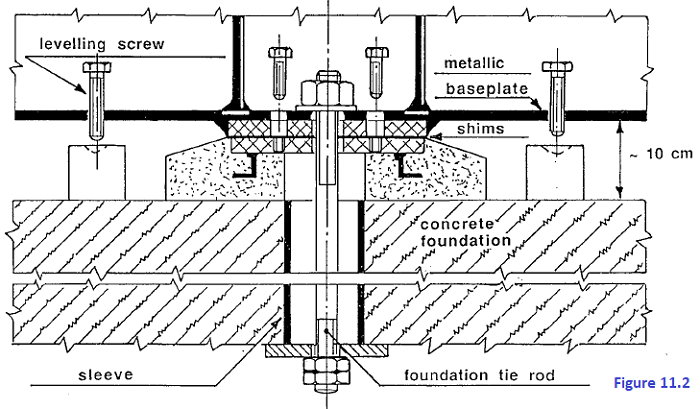
In some cases the anchor bolt is a tie-rod which passes through a guide sleeve in the foundation itself (see figure. 11.2)
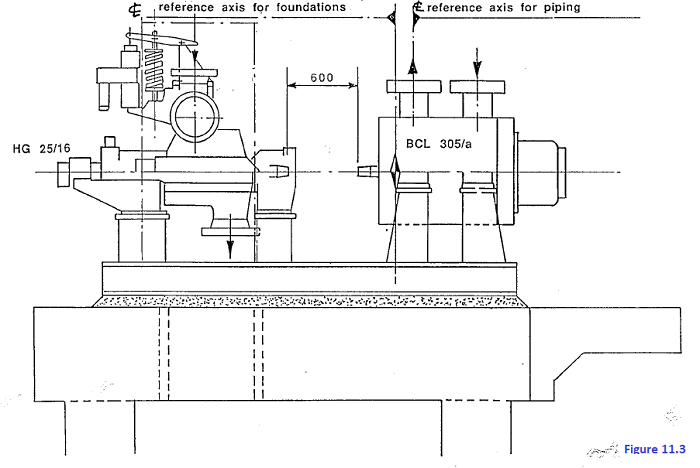
Before proceeding with the permanent installation of the machinery, check the dimensions of the foundations, verify the dimensions and references shown in the instruction manual. In order to pour correctly, the concrete be free of traces of oil, grease or other dirt. For pouring, no-shrink fast-drying pre-mix concrete is normally used. The position of the metallic base structure may be adjusted using the shims between the foundation plate and the bearing plate and is checked with a level with a precision of 0.02 mm/meter. In the case of more than one machine on separate baseplates, make a preliminary alignment check (see figure 11. 3) .
During this phase, you should carefully evaluate the distance between the coupling hubs, considering the end play of the spacer and the fact that the hubs are only cold-positioned on the shafts. An error in evaluating these dimensions may make it necessary to completely regrout the baseplates on the foundations. It is always best to refer to the instruction book-let for the tightening torque of the anchor bolts (on the order of tens of Kgm). When enough time has passed for maximum concrete shrink (about days), time levelling and alignment of the group is normally re-checked, adjusting the shims between baseplate and foundation and between baseplate and compressor, if necessary. The final alignment will be done before connecting the suction and delivery gas piping, which in no case must create stress or tension on the machines.
www.bennypass.it |

+(39) 347 051 5328
Italy - Kazakhstan


09.00am to 18.00pm
About
We offer the best and economical solutions, backed by 27+ years of experience and international standards knowledge, echnological changes, and industrial systems.
Our Services
Marketing Materials








Marketing Materials1





