
|
SS 446
SS 446 is a high chromium ferritic heat-resistant alloy with excellent resistance to oxidation, sulfidation and other forms of hot corrosion. This grade is most commonly used between 1500 - 2100°F, although its elevated temperature strength is quite low. 446 is the only heat-resistant alloy that will tolerate molten copper and brass. As with other high chromium ferritic stainless, 446 embrittles severely in the 700-1000°F temperature range (885°F embrittlement). 446 should not be used in this temperature range unless nearly complete loss of room temperature ductility may be tolerated. Sigma phase embrittlement occurs upon long-time exposure in the 1000-1300°F range 446 has a high ductile-to-brittle impact transition temperature. Therefore, successful forming and bending is aided by low forming speeds, edge preparation and preheating to 250-400°F. Annealing, when necessary should be performed at 1550-1650°F followed by rapid cool. Conventional methods may accomplish welding. Preheating and postheating to 300-600°F is helpful. Austenitic weld fillers, such as AWS E310 or E312 are generally suggested to maximize weld deposit ductility. Specification
Equivalent materials to grade 446 stainless steel are:
Chemical Composition, %
For more details click the PDF here Applications of Stainless Steel 446 The Grade 446 stainless steel can be used in the following products:
Physical Properties
For more details click the PDF here with all regulations here Coefficient of linear thermal expansion 10-6 K-1 between 20°C and
Heat Resistance of Stainless Steel 446 Ferritic heat resistant steel JIS SUH446, UNS S44600, 25Cr-0.2N-0.2C ( 4C54 Grade Strong against high-temperature corrosion and no generation of scales easily peeled off up to 1,082℃. Excellent at sulfur resistance Hot Working of Stainless Steel 446 The hot working of grade 446 stainless steel is performed in between the ranges 1093- 1177°C (2000-2150° F). The last 10% of hot working has to be performed below 871°C (1600°F) to gain grain refinement Heat Treatment of Stainless Steel 446 The Grade 446 stainless steel is more difficult to cold work than other stainless steels due to the high level of chromium content. Fabrication of Stainless Steel 446 Machinability of the grade 446 stainless steel is possible at slow speeds with positive feeds, rigid mounts and sharp tooling surfaces. Mechanical Properties of Stainless Steel 446 The mechanical properties of grade 446 stainless steel are displayed in the following table. For more details click the PDF here with all regulations here
Corrosion Resistance of Stainless Steel 446 AISI 446 offers good corrosion & oxidation resistance at elevated temperatures. Although a ferritic Stainless Steel, AISI 446 offers considerable corrosion resistance as compared to other 400 series Alloys. Machinability Slow speeds and positive feeds combined with rigid mounts and sharp tooling surfaces optimize machining 446. Welding of Stainless Steel 446 Most common welding methods can be successfully employed with this alloy. Type 308 welding material may be used, but will not display scaling resistance equal to the base metal. Consideration must be given to the differences in the coefficient of thermal expansion of base and weld metal. Oxyacetylene welding is not recommended.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
SS 410 - 410S
Alloy 410 displays maximum corrosion resistance when it’s been hardened, tempered, and then polished. Unlike austenite such as AISI 304 and AISI 316, martensite such as grade 410 is magnetic and can be hardened by heat treatment like carbon steel and low alloy steel. SS410 has good tensile strength, creep and fatigue strength and other mechanical properties, mainly used in steam turbines, jet engines and gas turbines. Difference between SS410 and SS410S
Specification
Chemical Composition, % AISI / SS 410 is a basic Iron-Chrome martensitic alloy with good mechanical strength & can be hardened/tempered as per application. Alloy 410 exhibit a range of mechanical properties with different types of Heat Treatment.
For more details click the PDF here Applications of Stainless Steel 410 Type 410 steel is the basic general-purpose steel used for steam valves, tray valves, pump shafts, turbine blades, bolts and miscellaneous parts that require corrosion resistance and moderate strength up to 540°C (1000°F). For more details see the list below
Physical Properties
For more details click the PDF here with all regulations here Linear Coefficient of Thermal Expansion
Heat Resistance of Stainless Steel 410 Grade 410 steels have good scaling resistance at temperatures of up to 650 °C. However, the mechanical properties of the material will tend to reduce at temperatures ranging from 400 to 580 °C. Hot Working of Stainless Steel 410 It is typically done in the 1382 – 2102°F (750 – 1150°C) range followed by air cooling. For smaller plate deformation such as bending, preheating should be done in the 212 – 572°F (100 – 300°C) temperature range. If a plate undergoes substantial deformation it should undergo a re-anneal or stress-relieving treatment at about 1202°F (650°C). Cold Working of Stainless Steel 410 The alloy can be cold worked with moderate forming in the annealed condition. Heat Treatment of Stainless Steel 410
Fabrication of Stainless Steel 410 410 stainless steel is manufactured by melting-refining in an electric arc furnace with reducing agents that purify the melt. This is followed up with hot working and heat treatment. Mechanical Properties of Stainless Steel 410 - 410S
For more details click the PDF SS 410 here and SS 410S here with all regulations here Corrosion Resistance of Stainless Steel 410 The corrosion resistance of Sandmeyer Steel 410S stainless steel is similar to type 410. It resists corrosion in atmospheric conditions, fresh water, mild organic and mineral acids, alkalis and some chemicals. It’s exposure to chlorides in everyday activities (e.g., food preparation, sports activities, etc.) is generally satisfactory when proper cleaning is performed after exposure to use. General Corrosion Behavior Compared With Other Nonaustenitic Stainless Steels*
*Hardened martensitic grades were tested after tempering at 400°F (204°C) Machinability
Welding of Stainless Steel 410
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
SS347 - 347H
A Stabilized Austenitic Stainless Steel with Excellent Resistance to Intergranular Corrosion After Exposure to Temperatures in the Chromium Carbide Precipitation Range of 800–1500°F (427–816°C) Difference between SS347 and SS347H
Specification
Chemical Composition SS 347/347H (%)
For more details click the PDF here
Applications of Stainless Steel 347 - 347H For construction parts which should be resistant to scaling up to about 1050°C and extensively inured to the effect of sulfurous gases, especially above 900°C, is very low. They are used for:
Physical Properties
For more details click the PDF here with all regulations here Linear Coefficient of Thermal Expansion
Thermal Conductivity
Electrical Resistivity (Annealed Condition)
Specific Heat
Heat Resistance of Stainless Steel 347 - 347H 347 stainless steel has better heat resistance than 304 stainless steel. This is due to the addition of columbium to the alloy, which helps to stabilize it at high temperatures. 304 stainless steel is still able to withstand high temperatures, but it may suffer from some degree of scaling at temperatures above 1600 degrees Fahrenheit. Hot Working of Stainless Steel 347 - 347H Working temperatures of 2100 – 2250°F (1149 – 1232°C) are recommended for forging, upsetting and other hot working processes. Do not work this alloy at temperatures below 1700°F (927°C). The material must be water quenched or fully annealed after working to re-attain maximum corrosion resistance. Cold Working of Stainless Steel 347 - 347H The alloy is quite ductile and forms easily. Heat Treatment of Stainless Steel 347 - 347H The annealing temperature range for Types 321 and 347 is 1800 to 2000°F (928 to 1093°C). While the primary purpose of annealing is to obtain softness and high ductility, these steels may also be stress relief annealed within the carbide precipitation range 800 to 1500°F (427 to 816°C), without any danger of subsequent intergranular corrosion. Relieving strains by annealing for only a few hours in the 800 to 1500°F (427 to 816°C) range will not cause any noticeable lowering in the general corrosion resistance, although prolonged heating within this range does tend to lower the general corrosion resistance to some extent. As emphasized, however, annealing in the 800 to 1500°F (427 to 816°C) temperature range does not result in a susceptibility to intergranular attack. For maximum ductility, the higher annealing range of 1800 to 2000°F (928 to 1093°C) is recommended
Fabrication of Stainless Steel 347 - 347H Alloy 347 can be easily welded and processed by standard shop fabrication practices.
Mechanical Properties of Stainless Steel 347 - 347H
For more details click the PDF SS 347 and 347H here with all regulations here Corrosion Resistance of Stainless Steel 347 - 347H
Machinability
Welding of Stainless Steel 347 - 347H Alloy 347 stainless steel plate can be readily welded by most standard processes. A post-weld heat treatment is not necessary. Two important considerations in producing weld joints in the austenitic stainless steels are:
It is important to maintain the level of stabilizing element present in Types 321, 347 and 348 during welding. Type 321 is more prone to loss of titanium. Types 347 and 348 are more resistent to loss of columbium. Care needs to be exercised to avoid pickup of carbon from oils and other sources and nitrogen from the air. Weld practices which include attention to cleanliness and good inert gas shielding are recommended for these stabilized grades as well as other non-stabilized austenitic alloys. Weld metal with a fully austenitic structure is more susceptible to cracking during the welding operation. For this reason, Types 321, 347 and 348 alloys are designed to resolidify with a small amount of ferrite to minimize cracking susceptibility. Columbium-stabilized stainless steels are more prone to hot cracking than titanium-stabilized stainless steels Matching filler metals are available for welding Types 321 and 347 stabilized stainless steels. The Type 347 filler metal is sometimes used to weld the Type 321 alloy as well as the Type 348 alloy. These stabilized alloys may be joined to other stainless steels or carbon steel. Type 309 (23% Cr-13.5% Ni) or Nickel-base filler metals have been used for this purpose.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Super User
tube material
|
SS 317/L
Difference between SS317 and SS317L Stainless Steel 317 was designed to be a higher-strength alternative to the 316 grades. Composed of larger amounts of chromium, nickel and molybdenum, SS 317 also is more corrosion resistant compared to 316, and tougher than Type 304. This is due to the high percentage of iron in its composition, which is much higher than many stainless steels. This combination of iron with the chromium-nickel-molybdenum content yields a strong, hardy alloy. In terms of working capability, all common welding, hot working and cold working practices can be applied. 317 demonstrates good versatility. It will only work harden under cold working, which will also increase its strength. When heat treating this metal, temperatures should not drop below 1700°F as this is the threshold for response. Stainless steel 317 is commonly found in the textile industry, where its strength and corrosion resistance can be utilized. Other applications include the manufacturing of chemical equipment and the machines used in pulping paper. Stainless Steel 317L is the low-carbon derivative of SS 317. The metal maintains its high strength and strong corrosion resistance; however, the carbon content does have several effects. 317L has greater strength under welding; its products are stronger. Like 317, stainless steel 317L does not respond or harden from heat treatments. When hot working, the metal should be heated ideally within the range of 2100-2300°F. Dropping below 1700°F will cause the metal to be unresponsive. For these reasons, 317L is effective in high-temperature areas that experience high rates of chemical corrosion, creep, and stress-to-rupture. 317L is commonly utilized in chemical environments. It has shown itself to be effective in conditions where acids are present, such as acidic chloride. The metal is resistant to corrosion from such substances. As such, it is common to find 317L in equipment used in pulp and paper mills. The acidic environment requires a strength, corrosion-resistant metal. It is possible for grades 317 and 317L to become dually certified Specification Types 316 (UNS S31600), 316L(S31603), 317 (S31700), and 317L (S31703) are molybdenum-bearing austenitic stainless steels which are more resistant to general corrosion and pitting/crevice corrosion than the conventional chromium-nickel austenitic stainless steels such as Type 304. These alloys also offer higher creep, stress-to-rupture and tensile strength at elevated temperatures. In addition to excellent corrosion resistance and strength properties, the Types 316, 316L, 317, and 317L Cr-Ni-Mo alloys also provide excellent fabricability and formability which are typical of the austenitic stainless steels.
Chemical Composition, %
For more details click the PDF here Applications of Stainless Steel 317
Physical Properties
For more details click the PDF here with all regulations here Linear Coefficient of Thermal Expansion
Thermal Conductivity 212°F (100°C)
Electrical Resistivity, microhm-in, (microhm-cm)
Specific Heat, BTU/lb/°F (kJ/kg•K)
Heat Resistance of Stainless Steel 317
Hot Working of Stainless Steel 317 Working temperatures of 1652 – 2102°F (900 – 1150°C) are recommended for hot working processes. Do not work this alloy below 1742°F (950°C). If the final forming temperature falls below this threshold, a solution anneal of 1976 – 2156°F (1080 – 1180°C) is necessary. Rapid quenching is required Cold Work Stainless Steel 317 The alloy is quite ductile and forms easily. The addition of molybdenum and nitrogen implies more powerful processing equipment may be necessary when compared with the standard 304/304L grades Heat Treatment of Stainless Steel 317 Alloy 317 is non-hardenable by heat treatment Fabrication of Stainless Steel 317 Alloy 317L can be easily welded and processed by standard shop fabrication practices. Mechanical Properties
For more details click the PDF SS 317L here with all regulations here Corrosion Resistance of Stainless Steel 317
The higher molybdenum content of Alloy 317L assures superior general and localized corrosion resistance in most media when compared with 304/304L and 316/316L stainless steels. Environments that don’t attack 304/304L stainless steel will normally not corrode 317L. One exception, however, are strongly oxidizing acids such as nitric acid. Alloys that contain molybdenum generally do not perform as well in these environments. Machinability The cold work hardening rate of Alloy 317L makes it less machinable than 410 stainless steel. The table below provides relevant machining data.
Welding of Stainless Steel 317 317L is readily welded by a full range of conventional welding procedures (except oxyacetylene). AWS E317L/ER317L filler metal or austenitic, low carbon filler metals with molybdenum content higher than that of 317L, or a nickel-base filler metal with sufficient chromium and molybdenum content to exceed the corrosion resistance of 317L should be used to weld 317L steel.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
Coefficient of Thermal Expansion Most solid materials expand upon heating and contract when cooled. The change in length with temperature for a solid material can be expressed as:
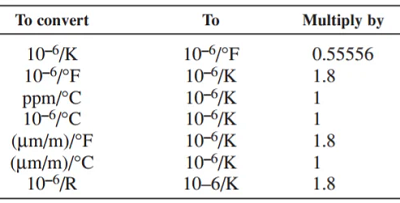
where l0 and If represent, respectively, the original and final lengths with the temperature change from T0 toTf. The parameter a1 CTE and has units of reciprocal temperature (K–1) such as µm / m · K or 10–6/K. The coefficient of thermal expansion is also often defined as the fractional increase in length per unit rise in temperature. The exact definition varies, depending on whether it is specified at a precise temperature (true coefficient of thermal expansion or a-bar or over a temperature range (mean coefficient of thermal expansion or a). The true coefficient is related to the slope of the tangent of the length versus temperature plot, while the mean coefficient is governed by the slope of the chord between two points on the curve. Variation in CTE values can occur according to the definition used. When a is constant over the temperature range then a= a-bar. Finite-element analysis (FEA) software such as NASTRAN (MSC Software) requires that a be input, not a-bar. Heating or cooling affects all the dimensions of a body of material, with a resultant change in volume. Volume changes may be determined from:
where delta V and V0 are the volume change and original volume, respectively, and aV represents the volume coefficient of thermal expansion. In many materials, the value of aV is anisotropic; that is, it depends on the crystallographic direction along which it is measured. For materials in which the thermal expansion is isotropic, aV is approximately 3a1. How To Measure Coefficient of Thermal Expansion To determine the thermal expansion coefficient, two physical quantities (displacement and temperature) must be measured on a sample that is undergoing a thermal cycle. Three of the main techniques used for CTE measurement are dilatometry, interferometry, and thermomechanical analysis. Optical imaging can also be used at extreme temperatures. X-ray diffraction can be used to study changes in the lattice parameter but may not correspond to bulk thermal expansion. Dilatometry Mechanical dilatometry techniques are widely used. With this technique, a specimen is heated in a furnace and displacement of the ends of the specimen are transmitted to a sensor by means of push rods. The precision of the test is lower than that of interferometry, and the test is generally applicable to materials with CTE above 5×10–6/K (2.8×10–6/°F) over the temperature range of –180 to 900 °C (–290 to1650°F). Push rods may be of the vitreous silica type, the high-purity alumina type, or the isotropic graphite type. Alumina systems can extend the temperature range up to 1600 °C (2900 °F) and graphite systems up to 2500 °C (4500 °F). ASTM Test Method E228 (Ref 2) cove the determination of linear thermal expansion of rigid solid materials using vitreous silica push rod or tube dilatometers. Interferometry With optical interference techniques, displacement of the specimen ends is measured in terms of the number of wavelengths of monochromatic light. Precision is significantly greater than with thermomechanical dilatometry. Thermomechanical analysis Measurements are made with a thermomechanical analyzer consisting of a specimen holder and a probe that transmits changes in length to a transducer that translates the movements of the probe into an electrical signal. The apparatus also consists of a furnace for uniform heating, a temperature-sensing element, callipers, and a means of recording results. ASTM Test Method E831 (Ref 4) describes the standard test method for linear thermal expansion of solid materials by thermomechanical analysis. The lower limit for CTE with this method is 5 × 10–6/K (2.8 × 10–6/°F), but it may be used at lower or negative expansion levels with decreased accuracy and precision. The applicable temperature range is –120 to 600 °C (–185 to 1110 °F), but the temperature range may be extended depending on the instrumentation and calibration materials. Application Considerations With respect to temperature, the magnitude of the CTE increases with rising temperature. Thermal expansion of pure metals has been well characterized up to their melting points, but data for engineering alloys at very high temperatures may be limited. In general, CTE values for metals fall between those of ceramics (lower values) and polymers (higher values). Common values for metals and alloys are in the range of 10 to 30×10–6/K (5.5 to 16.5×10–6/°F). The lowest expansion is found in iron-nickel alloys such as Invar. Increasing expansion occurs with silicon, tungsten, titanium, silver, iron, nickel, steel, gold, copper, tin, magnesium, aluminium, zinc, lead, potassium, sodium, and lithium. Low-Expansion Alloys Low-expansion allows are materials with dimensions that do not change appreciably with temperature. Alloys included in this category are various binary iron-nickel alloys and several ternary alloys of iron combined with nickel-chromium, nickel-cobalt, or cobalt-chromium alloying. Low-expansion alloys are used in applications such as rods and tapes for geodetic surveying, compensating pendulums and balance wheels for clocks and watches, moving parts that require control of expansion (such as pistons for some internal-combustion engines), bimetal strip, glass-to-metal seals, thermostatic strip, vessels and piping for storage and transportation of liquefied natural gas, superconducting systems in power transmissions, integrated-circuit lead frames, components for radios and other electronic devices, and structural components in optical and laser measuring systems. To learn more about the please send an email to Aluminum and Aluminum Alloys The dimensional change of aluminium and its alloys with a change of temperature is roughly twice that of ferrous metals. The average CTE for commercially pure metal is 24×10–6/K (13×10–6/°F). Aluminium alloys are affected by the presence of silicon and copper, which reduce expansion, and magnesium, which increases it. Its high expansion should be considered when aluminium is used with other materials, especially in rigid structures, although the stresses developed are moderated by the low elastic modulus of aluminium. If dimensions are very large, as for example in a light alloy superstructure on a steel ship or where large pieces of aluminium are set on a steel framework or in masonry, then slip joints, plastic caulking, and other stress-relieving devices are usually needed. In the aluminium internal-combustion engine piston that works in an iron or steel cylinder, differential expansion is countered by the employment of low-expansion iron cylinder linings, or by split piston skirts and non-expanding struts cast into the piston. Steels Plain chromium stainless steel grades have an expansion coefficient similar to carbon (mild) steels, but that of the austenitic grades is about 11⁄2 times higher. The combination of high expansion and low thermal conductivity means that precautions must be taken to avoid adverse effects. For example, during welding of austenitic grades use low heat input, dissipate heat by use of copper backing bars, and use adequate jigging. The coefficient of thermal expansion must be considered in components that use a mixture of materials such as heat exchangers with mild steel shells and austenitic grade tubes. Welding The coefficient of thermal expansion is an important factor when welding two dissimilar base metals. Large differences in the CTE values of adjacent metals during cooling will induce tensile stress in one metal and compressive stress in the other. The metal subject to tensile stress may hot crack during welding, or it may cold crack in service unless the stresses are relieved thermally or mechanically. This factor is particularly important in joints that will operate at elevated temperatures in acyclic temperature mode. A common example of this is austenitic stainless steel / ferritic steel pipe butt joints used in energy-conversion plants. |


+(39) 347 051 5328
Italy - Kazakhstan


09.00am to 18.00pm
About
We offer the best and economical solutions, backed by 27+ years of experience and international standards knowledge, echnological changes, and industrial systems.
Our Services
Marketing Materials








Marketing Materials1





